Unite's Full-Automatic Parallel Skid-Mounted Candle Filter System Successfully Put into Operation
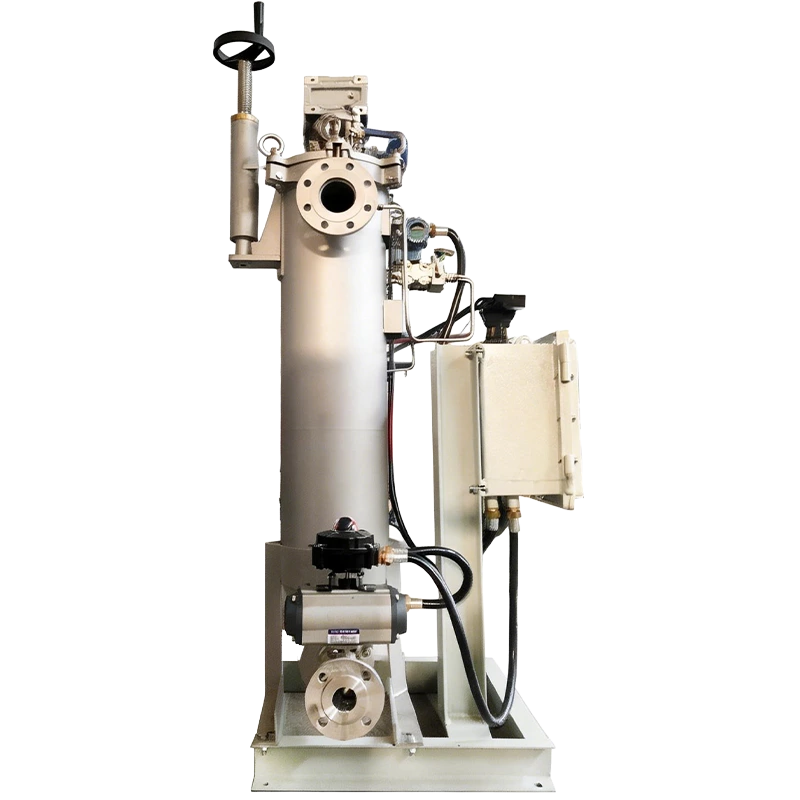
Unite's full-automatic candle filter has been applied in a high-altitude biopharmaceutical project for separating bacterial residue from ethanol to achieve solid-liquid separation, with the separated bacterial residue featuring a low moisture content. Designed to replace the original traditional plate and frame filter press, the system is configured as a skid-mounted fully automatic unit with two in operation and one on standby, boasting a total filtration area of 75 square meters and a processing capacity of 40 cubic meters per hour for solid-liquid mixed solution per unit. The upgraded candle filter system occupies a small floor space and features high automation with no manual operation required. It adopts fully closed operation, resulting in no on-site odor and ensuring safe and highly efficient performance. This equipment has created extremely high economic benefits for the customer and earned their high recognition.