AVIC Project: Aviation Fuel Transfer and High-Precision Coalescing Separation System
Project Background:
Aviation Industry Corporation of China (AVIC), as the core pillar of China's aviation industry, maintains near- stringent quality requirements for its ground support and engine testing equipment. During storage and transfer, aviation fuel (such as RP-3) easily absorbs moisture from the air and carries fine particulates like pipe rust. For modern precision aero- engines, even trace amounts of water or impurities can cause injector clogging, fuel pump wear, or even severe flight safety hazards. Consequently, AVIC introduced Unite's deeply customized high- precision filtration and coalescing separation systems into its fuel transfer stations.
Core Challenges:
Ultimate Dehydration Precision: Free and emulsified water must be completely removed to ensure water content below 15ppm, preventing icing in low- temperature high- altitude environments.
Micron- Level Particulate Interception: The system must stably intercept fine solid impurities larger than 1-3μm, ensuring fuel cleanliness reaches NAS Class 5 or higher.
Rigorous Explosion- Proof Standards: Due to the high flammability of jet fuel, the filtration system and all electrical instrumentation must fully comply with high- level explosion- proof safety regulations.
High- Pressure/High- Flow Impact: During rapid refueling or high- flow transfer, the system must withstand significant pressure pulsations while maintaining minimal operating resistance to enhance delivery efficiency.
Our Solution:
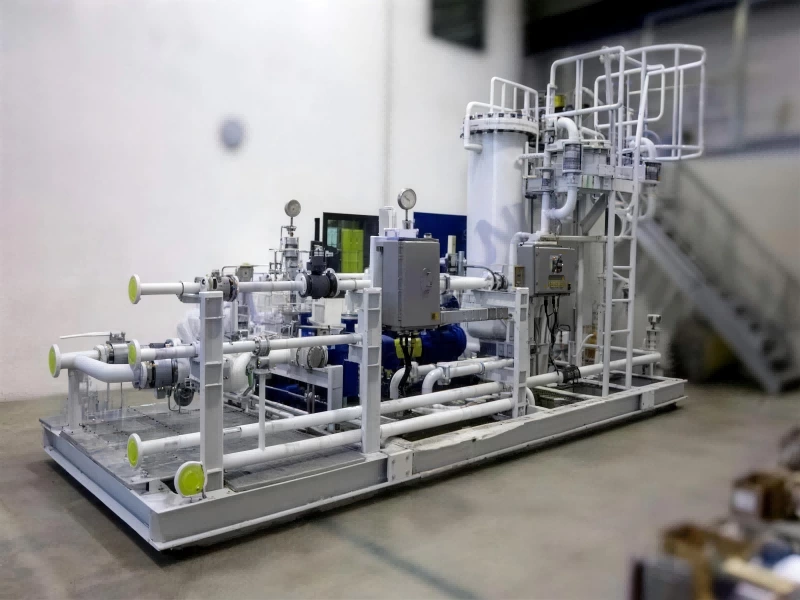
Tailored to AVIC's high- standard aviation conditions, we provided an integrated fuel purification filtration solution:
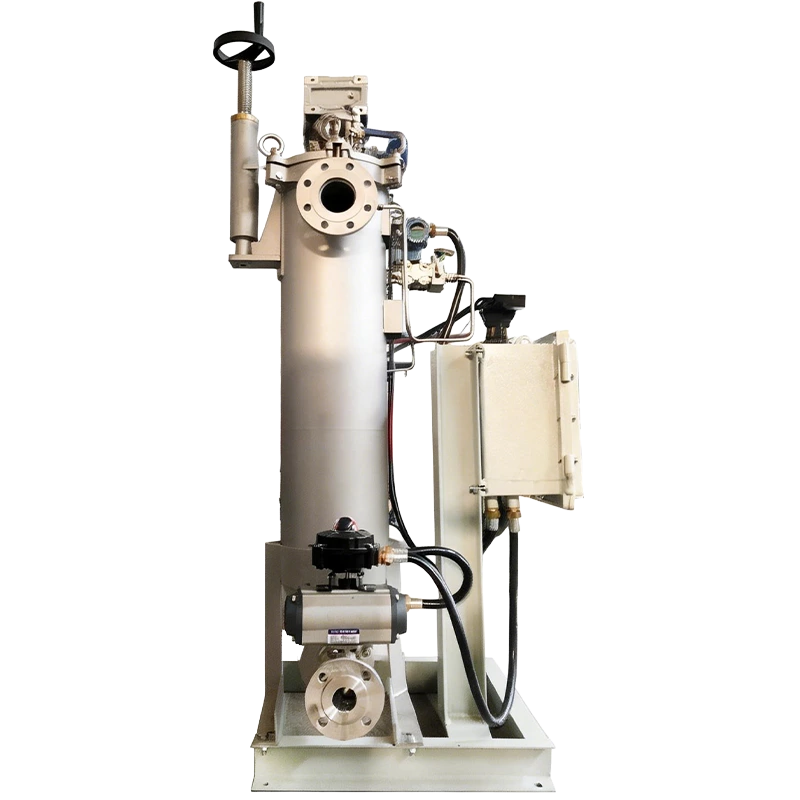
Two- Stage Coalescing Separation Technology: Utilizing a combination of high- efficiency coalescer and separator elements. The first stage coalesces microscopic droplets into larger water beads for settling; the second stage uses hydrophobic coatings to completely block water, ensuring only dry fuel output.
Multi- Layer High- Precision Elements: Utilizing aviation- certified specialty filter media with high Beta values and dirt- holding capacities, capable of precisely capturing sub- micron dust and metal particles.
Full System Explosion- Proof Monitoring: Equipped with explosion- proof differential pressure gauges and automatic drainage valves. The system integrates high- precision online water monitors to provide real- time fuel quality feedback, triggering automatic shut- off or bypass protection if standards are exceeded.
Clean Stainless Steel Design: Vessel internals undergo precision polishing and degreasing, using SS316L material to eliminate risks of secondary contamination. The equipment design complies with API 1581 international aviation fuel filtration specifications.
Customer Value & Results:
Since the commissioning of this fuel transfer filtration system at the AVIC testing base, fuel quality has consistently remained above international civil and military aviation standards. The failure rate of fuel systems during engine testing has significantly decreased, greatly ensuring the accuracy and safety of research testing. The system's long- term performance has reduced the replacement frequency of expensive filter elements, and its outstanding reliability has earned high acclaim from the client. Unite has once again demonstrated its system integration capabilities in the high- end aerospace fluid control field.