Unite Project: 7 Sets of Pharma-Grade Explosion-Proof Solid-Liquid Separation Systems Commissioned in Shandong
Project Background:
A renowned pharmaceutical group located in Shandong, a major province for the medicine industry, set stringent requirements for the filtration and separation stages of its core API and pharmaceutical intermediate production line expansion. As the production process involves various flammable and explosive organic solvents and the products target high-standard pharmaceutical markets, the equipment had to possess not only superior separation performance but also meet pharmaceutical-grade sanitary standards and the highest levels of explosion-proof safety certification. With deep industry expertise, Unite provided a complete suite of systems from design to commissioning for this project.
Core Challenges:
- Explosion-Proof Safety & Solvent Recovery: The filtration process involves volatile solvents, requiring the entire system (including motors, sensors, and electrical controls) to have high explosion-proof ratings to prevent sparks from causing accidents.
- GMP Compliance & Dead-Zone-Free Design: Pharmaceutical production demands high surface finishes (mirror polishing) and the elimination of any dead zones where material could accumulate, supporting thorough Cleaning-in-Place (CIP).
- Synchronized Operation: Seven systems needed to operate collaboratively within the same workshop, challenging the stability of the control systems and the uniformity of production cycles.
Our Solution:
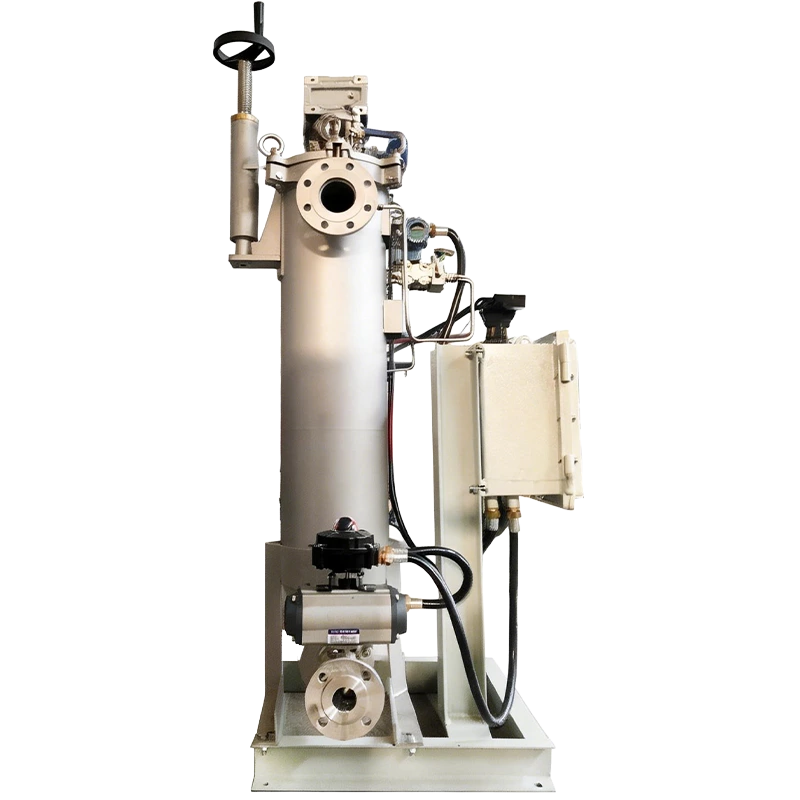
Unite deployed 7 sets of customized pharmaceutical-grade explosion-proof solid-liquid separation integrated systems for the client:
- Pharma-Grade Materials & Craftsmanship: All wetted parts are made of SS316L stainless steel with high-precision mirror polishing (Ra<0.4μm), fully complying with GMP/FDA regulations.
- Full-Process Explosion-Proof Design: The system is equipped with explosion-proof motors, operation pillars, and intrinsically safe instruments. The control cabinets utilize positive pressure ventilation explosion-proof technology, ensuring absolute safety in workshop environments containing solvent vapors.
- Automated Control System: Each system integrates PLC intelligent control, supporting one-touch start, automatic filtration, CIP washing, and parameter recording. Via Industrial Ethernet, operational data from all 7 units is aggregated in real-time to the plant's central control room for digital management.
- Enclosed Operation: The fully sealed design effectively intercepts harmful volatiles, protecting operator health while achieving high-efficiency solvent recovery.
Customer Value & Results:
Currently, all 7 systems are operating smoothly at the Shandong Pharmaceutical production site. Through the application of this system, the client's production efficiency has increased by approximately 40%, and material yields have significantly improved. Due to the high degree of automation and safety reliability, the client successfully passed the GMP on-site inspection by regulatory authorities and drastically reduced manual operation risks and maintenance costs. Unite's product performance earned high acclaim from the client, laying a solid foundation for the pharmaceutical company's automated factory construction.