BASF Project: Integrated Candle Filter and Three-in-One Filter Dryer System
Project Background:
As a global chemical giant, BASF maintains stringent standards for final product purity, solvent recovery efficiency, and Environment, Health, and Safety (EHS) during the production of high-performance specialty chemicals and fine chemical raw materials. The project involved handling high-value, oxidation-sensitive materials containing volatile organic compounds (VOCs). Traditional open filtration equipment could not meet their purity and environmental requirements, necessitating a fully automated system from pre-filtration to final product drying.
Core Challenges:
- High-Precision Clarification: The material contained trace impurities, requiring extremely high-precision clarification at the front end with automatic cake recovery.
- Strict Hermetic Standards: Dealing with volatile solvents required the entire process to be conducted under inert gas (nitrogen) protection, with zero tolerance for material leakage or oxygen ingress.
- Process Integration Complexity: Filtration, multiple washing stages, vacuum drying, and automatic discharge needed to be integrated into a single unit to minimize the risk of cross-contamination during material transfer.
Our Solution:
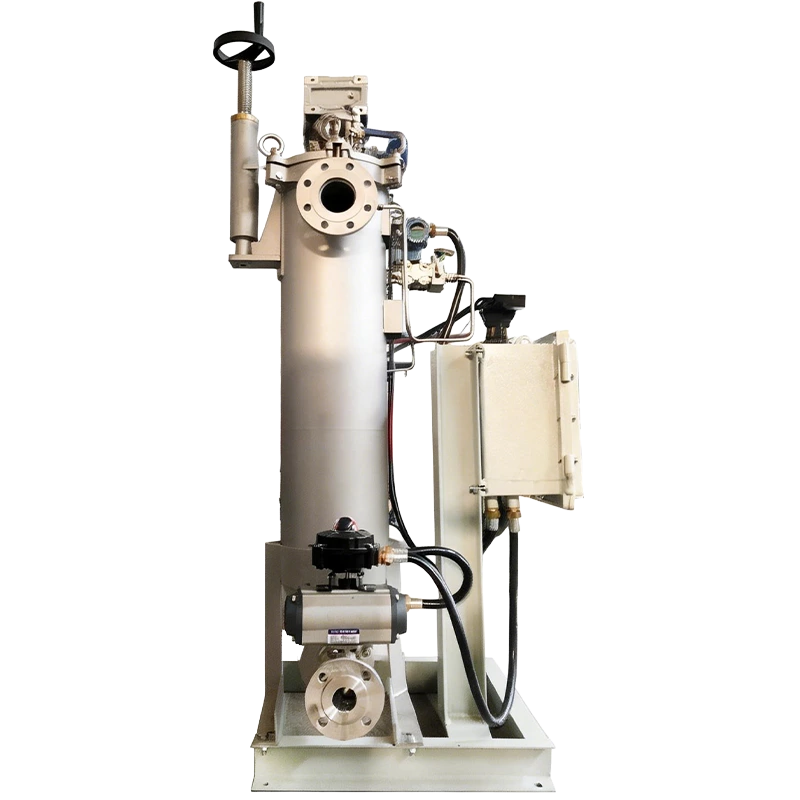
We customized a modular integrated unit consisting of a "Candle Filter + Three-in-One Filter Dryer" for BASF:
- Candle Filter: Serving as the upstream precision clarification equipment, it features a fully hermetic design. Utilizing advanced filter media and back-flush discharge technology, it achieves complete retention of trace solid impurities and supports non-destructive cake recovery.
- Three-in-One Filter Dryer (ANFD): Receiving the concentrated slurry, it sequentially performs pressure filtration, spray washing, reslurry washing, and vacuum drying within a single vessel.
- Automated Intelligent Control: Equipped with a control system compliant with BASF standards, the unit achieves fully automated transitions from feeding, filtration, and washing to drying and discharge. All process parameters (pressure, temperature, moisture) are monitored in real-time and uploaded to the central control system.
Customer Value & Results:
Since the integrated system was put into production, it has helped BASF achieve a dual improvement in production efficiency and safety standards. Product purity reached historic highs, and solvent recovery rates increased by 25%, significantly reducing production costs. The fully enclosed operating environment effectively eliminated odor leakage, complying with BASF's world-leading EHS management requirements. The successful implementation of this project not only shortened production cycles but also set a benchmark for green and intelligent production in the fine chemical industry.