Jiangxi Salt Chemical Project: Automatic Candle Filters Completed for 55,000t/y Calcium Sulfate Project
Project Background:
A major salt chemical enterprise in Jiangxi invested in the "55,000 t/y High-Strength Calcium Sulfate Comprehensive Utilization Project," a benchmark for the local circular economy and high-value resource utilization. The project aims to convert industrial byproducts into high-value-added high-strength calcium sulfate (gypsum) materials using advanced processes. In the production flow, the efficiency of solid-liquid separation and the thoroughness of cake washing directly determine the strength and whiteness of the final product. Consequently, the client introduced a fully automatic candle filtration system as the core separation equipment.
Core Challenges:
- Large Throughput & High Continuity: The 55,000 t/y scale requires the equipment to have high single-unit processing capacity and long-term operational reliability.
- Complex Material Characteristics: Calcium sulfate slurry tends to settle and is abrasive. There are also strict requirements for the moisture content of the filter cake and the concentration of impurity ions (such as chloride ions).
- High Automation Requirements: To reduce manual labor intensity and ensure process consistency, the system must achieve a fully automated closed-loop control covering feeding, filtration, washing, pressing, and automatic cake discharge.
Our Solution:
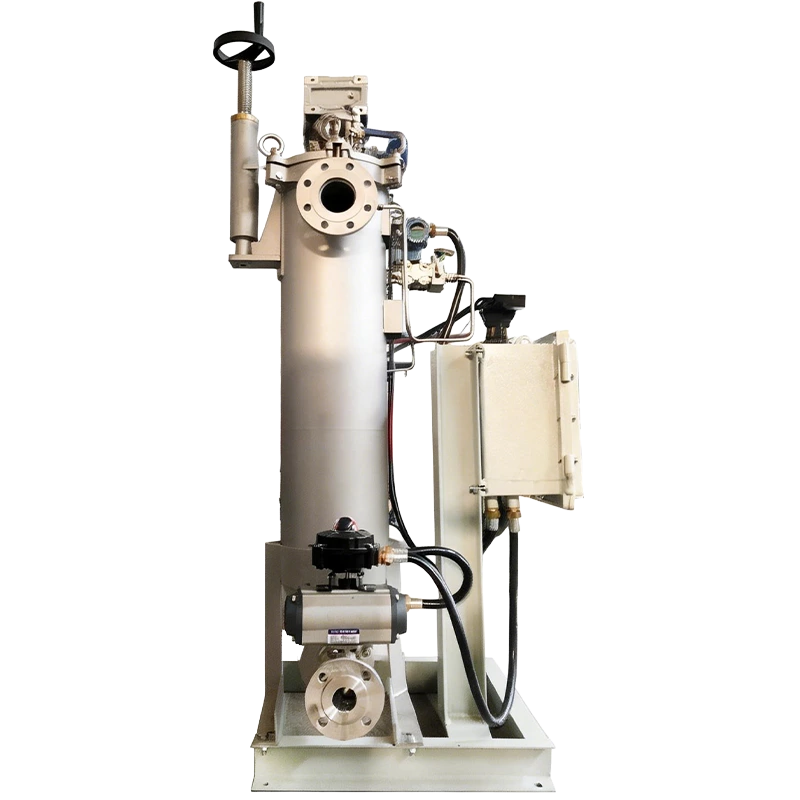
We designed and manufactured multiple sets of large-scale fully automatic candle filters for this project, supported by a comprehensive integrated control system:
- High-Efficiency Candle Filtration: The multi-lobed candle element design expands the filtration area while ensuring that the filter cake can be completely detached via instantaneous back-pulse gas after being pressed dry.
- Displacement Washing Process: The system integrates multiple displacement washing functions, achieving efficient removal of impurities from the filter cake with minimal wash water consumption, ensuring the purity of the calcium sulfate product.
- Automatic Dry Cake Discharge: With no manual disassembly of filter screens required, the system completes the discharge process automatically. The discharged cake has low moisture content and can directly enter the next process, greatly improving the on-site production environment.
- Intelligent Control Integration: Using customized PLC programming, the system monitors pressure and flow in real-time, ensuring precise operation even during transitions between multiple working conditions.
Customer Value & Results:
The project has been successfully completed and put into trial production. The operational performance of the fully automatic candle filters has received high acclaim from the client: the cake washing rate has significantly improved, and the quality indicators of the finished calcium sulfate consistently exceed industry standards. Meanwhile, compared to traditional filtration equipment, the system saves approximately 60% in manual maintenance costs. The successful commissioning of this project not only enhances Jiangxi Salt Chemical's resource utilization level but also provides a high-efficiency demonstration solution for the resource-based treatment of byproducts in the chemical industry.