Gazprom Project: Large-scale Natural Gas Processing Filtration and Separation System
Project Background:
Gazprom is the world's largest natural gas extraction and processing enterprise. In its Gas Processing Plant (GPP) projects in Siberia and the Far East, raw gas collected from wellheads contains sand, pipe scale, and aerosolized moisture and heavy hydrocarbons. If these impurities enter downstream booster stations, dehydration units, or Liquefied Natural Gas (LNG) plants, they can cause severe equipment wear, catalyst poisoning, or unplanned shutdowns. Based on its rigorous industry standards and extreme environmental requirements, Gazprom introduced Unite’s high-performance natural gas filtration and separation technologies.
Core Challenges:
- Extreme High Pressure & Large Flow: System design pressures often exceed 10.0MPa with massive throughput, requiring filter vessels with exceptional structural integrity.
- Arctic Climate Adaptability: Project site temperatures can drop below -50°C, posing severe tests for the low-temperature toughness of steel, sealing materials, and the cold resistance of automated instrumentation.
- High-Precision Separation Requirements: The system must stably intercept droplets and particles larger than 0.3 microns to ensure absolute safety for downstream compressor dry gas seals and precision process units.
- Complex Maintenance Environment: Due to remote locations and harsh weather, the filtration system must offer extended maintenance cycles and fully automated operational capabilities.
Our Solution:
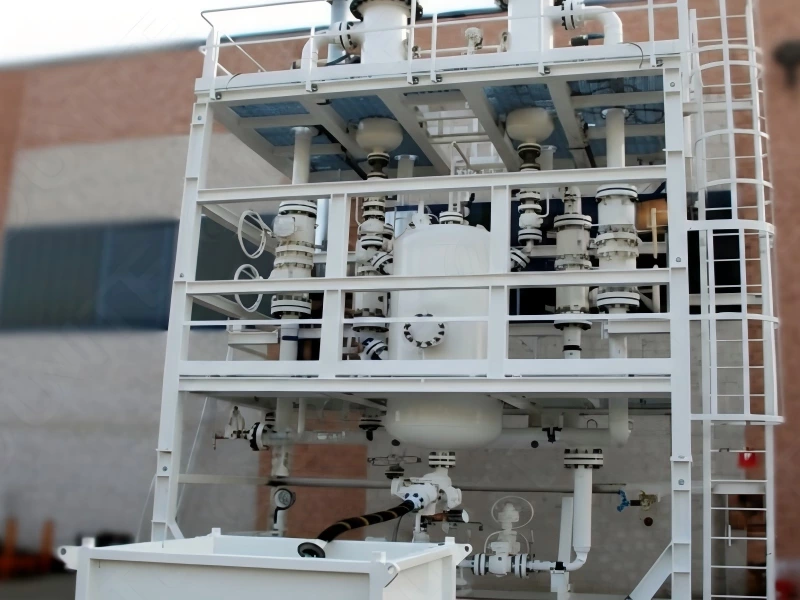
Tailored to Gazprom’s specific needs, we provided a modular high-pressure filtration and separation system:
- Two-Stage Combined Filtration: The first stage utilizes cyclonic or high-capacity vane separators to remove bulk solids and droplets. The second stage uses high-precision coalescing elements with advanced fiber media to coalesce and settle microscopic aerosols, achieving ultra-clean filtration.
- Low-Temp Specialty Materials: All pressure-bearing components are made of low-temperature carbon steel or alloy steel compliant with Russian GOST or international standards, subjected to rigorous Charpy impact testing to prevent brittle fracture in extreme cold.
- Automated Level & DP Control: Equipped with an intelligent blowdown system. When differential pressure or liquid levels reach setpoints, the system triggers automatic drainage and synchronizes operational data with the plant's central control room.
- Explosion-Proof & Heat Tracing Integration: Given the flammability of natural gas, the entire unit adheres to the highest explosion-proof standards. Self-limiting electrical heat tracing is provided for critical instruments and valves to prevent icing or waxing in the Arctic cold.
Customer Value & Results:
The filtration system has operated smoothly at Gazprom’s gas processing stations for years, withstanding multiple severe winters. Its exceptional separation efficiency has reduced downstream compressor failure rates by over 30% and significantly improved pipeline transmission efficiency. The solution not only meets Russian local safety certifications but also demonstrates outstanding performance in energy saving and emission reduction. Gazprom highly commended Unite’s system integration capabilities and product durability under extreme conditions, marking a significant step in our cooperation with top-tier global energy projects.